
Von der Schwierigkeit exakter Zentrierung
Die Hunderter Druckbogen der
Marken wurden an die Eidgenössische Münzstätte geliefert, die die
Marken dann perforierte und gummierte.
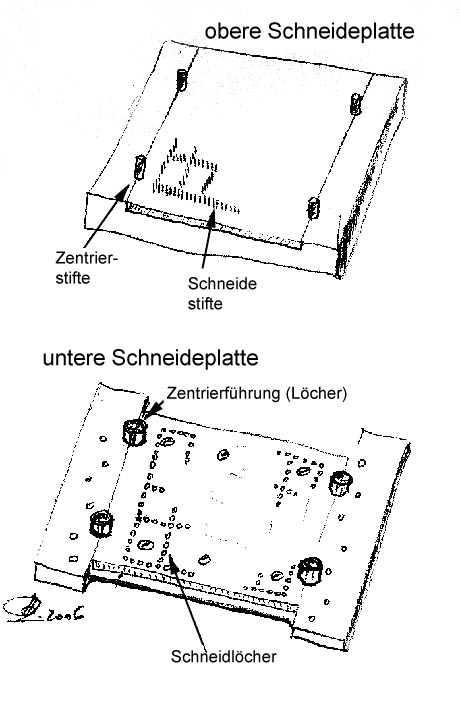 Für die (Kasten-) Zähnung
verwendete man zwei Stahl-Platten, eine mit mehreren tausend Stahlstiften
(obere Schneidplatte),
und eine mit den gleich angeordneten Löchern (untere Schneidplatte); das ganze bezeichnet man
als ‚Zähnungsries’.
Für die (Kasten-) Zähnung
verwendete man zwei Stahl-Platten, eine mit mehreren tausend Stahlstiften
(obere Schneidplatte),
und eine mit den gleich angeordneten Löchern (untere Schneidplatte); das ganze bezeichnet man
als ‚Zähnungsries’.
Zentrierstifte und -Löcher müssen auf 1/10 mm genau angepasst sein, damit die Platten exakt aufeinander greifen.
Zähnungsvorgang
Auf die untere Scheidplatte wurden die Druckbogen auf-gelegt und entsprechend der Druckmarkierungen genau zen-triert. Dabei half ein kleiner Nadel-Stift an der Plattenseite, sowie ein eingedrucktes Mar-kierungskreuz auf den Druck-bogen, um die Bogen möglichst genau zu zentrierte.
Die obere Schneideplatte konnten nun aufgelegt werden. Das ganze wurde in eine Exzenter-Presse eingeschoben und je nach Leistungsfähigkeit der Maschine konnten dann einer oder mehrere Bogen (5-10 Stück) perforiert werden.
Die Anordnung der
Stahlstifte musste exakt mit dem Druck der Marken übereinstimmen um eine
gleichmäßige und möglichst gut zentrierte Zähnung der Marken zu ereichen.
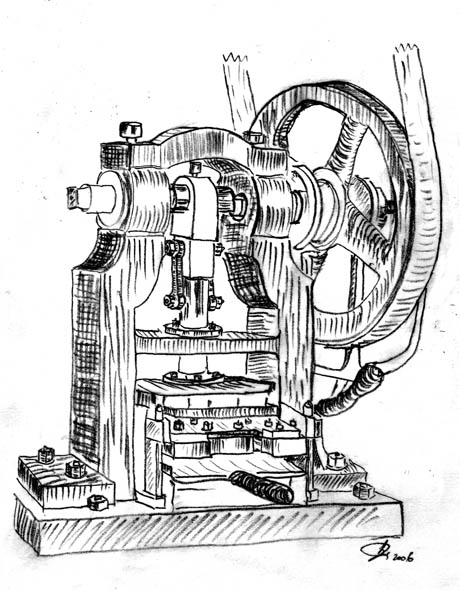 So ungefähr sah die Exzenter-Presse aus, mit der die Marken der 'Stehenden'
perforiert wurden.
So ungefähr sah die Exzenter-Presse aus, mit der die Marken der 'Stehenden'
perforiert wurden.
Die Schneidplatten wurden unten eingeschoben. Die Schaufel ganz unten sollte wohl die Papierreste auffangen.
Der Hebel rechts unten diente wohl zum "einkuppeln" des Schwungrades in die Exzenter-Welle.
Bemerkenswert ist wenn man bedenkt, dass mit einer solch archaischen Maschine über 20 Jahre lang Millionen von Marken perforiert wurden.

Passerkreuz und Nadelloch am linken Bogenrand
In der Schweiz
gab es im 19. Jahrh. zu Beginn der Markenherstellung offenbar nur die eine oben dargestellte Maschine, die
wohl über die gesamte Ausgabezeit
eingesetzt wurde.

verbogener Stift

neu eingepasster Zahn
starke Verzähnung

unregelmäßige Zähnung
 Die Perforierstifte nutzten
sich naturgemäß beim Gebrauch ab und mussten gelegentlich nachgeschliffen werden. Im
Gebrauch und beim Schleifen brachen gelegentlich aber auch Stifte aus, wodurch – bis zur Reparatur des Rieses –
Marken mit fehlenden Zähnungslöchern entstanden – die „Blindzähne“.
Die Perforierstifte nutzten
sich naturgemäß beim Gebrauch ab und mussten gelegentlich nachgeschliffen werden. Im
Gebrauch und beim Schleifen brachen gelegentlich aber auch Stifte aus, wodurch – bis zur Reparatur des Rieses –
Marken mit fehlenden Zähnungslöchern entstanden – die „Blindzähne“.
Auch die Stanzlöcher in der Schneidplatte mussten von Zeit zu Zeit
nachgebohrt werden. Daher variiert die Größe der Zähnungslöcher von
0,9 bis 1,1 mm.
Einpassung
Das genaue Einpassen der Bogen in die Schneidplatten war insofern schwierig, als das Papier für den Druckvorgang angefeuchtet werden musste und sich nach dem Trocknen verzog. Damit verschoben sich auch die Fixierpunkte auf den Druckbogen. Hinzu kam, dass stets mehrere Bogen gleichzeitig perforiert wurden, was die genaue Einpassung zusätzlich erschwerte. Deshalb finden sich in den Druckbogen nur wenige gut zentrierte Stücke, meist oben links oder unten rechts im Druckbogen.
Bereits bei den ersten Proben, 9 Monate vor dem geplanten Ausgabetermin, trat das Problem auf, dass die Markenabstände auf den Bogen nicht mit denen des vorhandenen Perforier-Rieses übereinstimmten. Das Nachmessen der Druckplatten zeigte, dass die Platten untereinander um 1 mm in Höhe und Breite abwichen.
Zusätzlich mussten durch das Verziehen des angefeuchteten Papiers je nach Laufrichtung 1-2 mm zusätzlich einkalkuliert werden. Für die Ausgabe der 'Stehenden' wurde daher ein neues Ries angefertigt, wozu die Herstellerfirma 3 Monate benötigte.
Während der Ausgabezeit der Stehenden wurden insgesamt vier verschiedene Zähnungsriese angefertigt, die - mit Ausnahme der so genannten groben Zähnung (Type B) - alle unterschiedliche Maße hatten. Es wird vermutet, dass man mit den neuen Riesen die Zentrierung der Marken verbessern wollte, was jedoch - wie die Verzähnungen bei allen Ausgaben zeigen - nur sehr bedingt erfolgreich war.
Das Ende
Gegen Ende der Ausgabezeit wurde wohl auch die Pflege der Zähnungsriese vernachlässigt, oder es wurde zu viele Bogen gleichzeitig eingelegt. Dadurch entstanden unregelmäßige und teils sehr mangelhafte Zähnungen.
Weitere Informationen und Originalfotos der Maschinen und Werkzeuge siehe Literaturverzeichnis
|
|
|
|
| Übersicht | Portal | nächste Seite |
Anschrift für elektronische Poststücke:
Kopierrechte: © 1997-2006 vorbehalten, Verbreitung
ausdrücklich gestattet!
Diese Seite wurde im
März 2009
das letzte mal geändert.
Disclaimer